


































Привіт шановні майстри, самоделкіни і просто цікавляться різними саморобками люди. Перед початком експлуатації автомобіля в зимовий період часу кожен з нас, напевно, проводить огляд зимової гуми. Витягує з протекторів дрібні камені, дивиться на кількість і цілісність шипів і так далі. Частенько при огляді ми бачимо, що деякої кількості шипів як не бувало. Тобто на місці шипа просто поглиблення в якому цей шип знаходився. Інший раз буває так, це з мого особистого досвіду водіння, що і покришки в хорошому стані, і протектор відмінний, а шипів по кілька десятків немає і в помині. Особливо на провідних колесах. Що робиться в такому випадку? я їздив в ремонтні майстерні спеціально щоб дошипувати гуму відсутніми шипами. Задоволення це в принципі не з дешевих. Вартість установки одного шипа в нашому місті коливається від 17 до 20 рублів за шип. Погодьтеся, виходить досить багато навіть за одне колесо. Але зробити нічого було неможливо, тому доводилося їздити на сто. Про те, що є пристосування для самостійної дошиповки шин я якось навіть і не думав, поки мені не розповів про це друг. І правда, подивившись на ютубі кілька роликів, я переконався що є такі пристосування, та й в плані самостійного виготовлення зовсім не важкі. Тому кілька днів тому вирішив і сам виготовити собі таку пристосу.
У даній статті я вам і покажу як і з чого робив дошиповщик. Принцип його дії такий: при подачі обертання на робочий гвинт за допомогою шуруповерта або дрилі, губки в шині розсуваються, відповідно розсуваючи краю отвору для шипа і робоча частина інструменту, болт (шток), проштовхує ремонтний шип в посадковий отвір.
що для цього потрібно: – зварювальний апарат, – свердлильний верстат, дриль або шуруповерт,-ушм з пелюстковим, обрізним і шліфувальним дисками,-фіксуючі затискні пасатижі,-плоскогубці,-молоток,
Для початку були придбані болт з гайкою, внутрішній діаметр якої був 12 мм. Далі затиснув гайку в затискні пасатижі, зафіксувавши її щоб не рухалася. За допомогою свердлильного верстата, в патрон якого вставив свердло по металу на 2,5 мм, почав висвердлювати наскрізні отвори в кожній з граней гайки. Під час свердління в отвори додавав масло. Наскрізними отвори можна і не робити, але тоді при установці в них дротяних фіксаторів шипа, необхідно буде заздалегідь надати їм однакову довжину, інакше потім зробити це буде неможливо. Ось що вийшло з-під свердлильного верстата.
Далі необхідно знайти відповідний пружинистий матеріал для фіксаторів, або як я їх називаю, – губок. В інтернеті майстри робили їх з пружин. Я так само вирішив не міняти перевірену технологію і відправився по магазинах на пошуки відповідних пружин. Тут мене чекало розчарування. В наявності були пружини, але їх розмір був дуже маленьким, тому вони не могли бути використані навіть для однієї губки. Почав думати чим замінити пружини. В голову прийшла ідея спробувати для цієї мети звичайні велосипедні спиці. Вони теж досить пружні і пружинисті. Купив з запасом, цілих 8 штук, найтонші які тільки були. Плоскогубцями почав надавати їм потрібну форму. Зігнув спиці навпіл, так само трохи вигнув убік загнуті верхівки. Кінці, якими спиця тримається за втулку велосипедного колеса просто скусив кусачками, інакше ця частина не влізе в отвір на гайці. Зігнуті губки вставив в отвори на гайці. Закрутивши болт подивився, якою має бути довжина цих деталей. Завдяки наскрізним отворам, через які проходили кінці губок, легко задав необхідний розмір. Хоча фіксатори і сиділи щільно в своїх посадочних місцях завдяки тому, що вони були розширені, все ж стягнув їх канцелярської гумкою. Так вони стали набагато міцніше сидіти на своїх місцях, що дуже важливо, тому що під час зварювання, тикаючи електродом по деталі, їх можна запросто зрушити. Відповідно зміниться довжина тієї чи іншої губки, що в подальшому позначиться на всій виконаній роботі. Затиснувши заготовку в лещата приступив до зварювальних робіт. Зварювальник з мене, чесно кажучи, аховий. Це добре видно на фотографії. Не люблю працювати з металами, тому вкрай рідко використовую сварочник. Електрод використовував двоечку. Шляхом проб підібрав ампераж, щоб не перепалити спиці і електрод не залипав. Працював приблизно при 65 амперах. Приварив спиці до гайки. Можна сказати точкове зварювання. Звичайно, вийшло не красиво. Але міцно, так як після збивання шлаку зі зварювання і не було видно не проварених ділянок. Щоб позбутися від цих неакуратних крапель на гайці, болгаркою з пелюстковим диском зашліфував всі грані і поверхню гайки. Після цього так само не помітив того, що десь є місця недостатньо зварені між собою. Це дало мені зайвий привід погордитися собою. Звичайно, таку роботу я б батькові не показав, тому що маючи стаж більше 40 років роботи зварювальником, дана деталь була б висміяна. Але все ж, все ж… З боку губок проварювати я вже не наважився. Спалив би спиці. Тому залишив так, як є.
І тут я вирішив подивитися, чи нормально входить ремонтний шип в деталь. Чекало мене просто величезне розчарування! шип мав капелюшок, яка входить в шину, рівну 12(!!!) мм! це був удар нижче пояса. При покупці шипів я просто попросив дати мені їх висотою 8 мм. І все. Я і уявити не міг, що їх нижня частина відрізняється від видимої настільки сильно! у гайку він відповідно не проходив. Довелося їхати і купувати новий болт і гуйку, але вже на 14 мм. На всіх вищенаведених фотографіях гайка саме 12 мм. Але це не змінює в описі нічого. Робота з 14-ти мм.гайкою проводилася аналогічно вищеописаному.
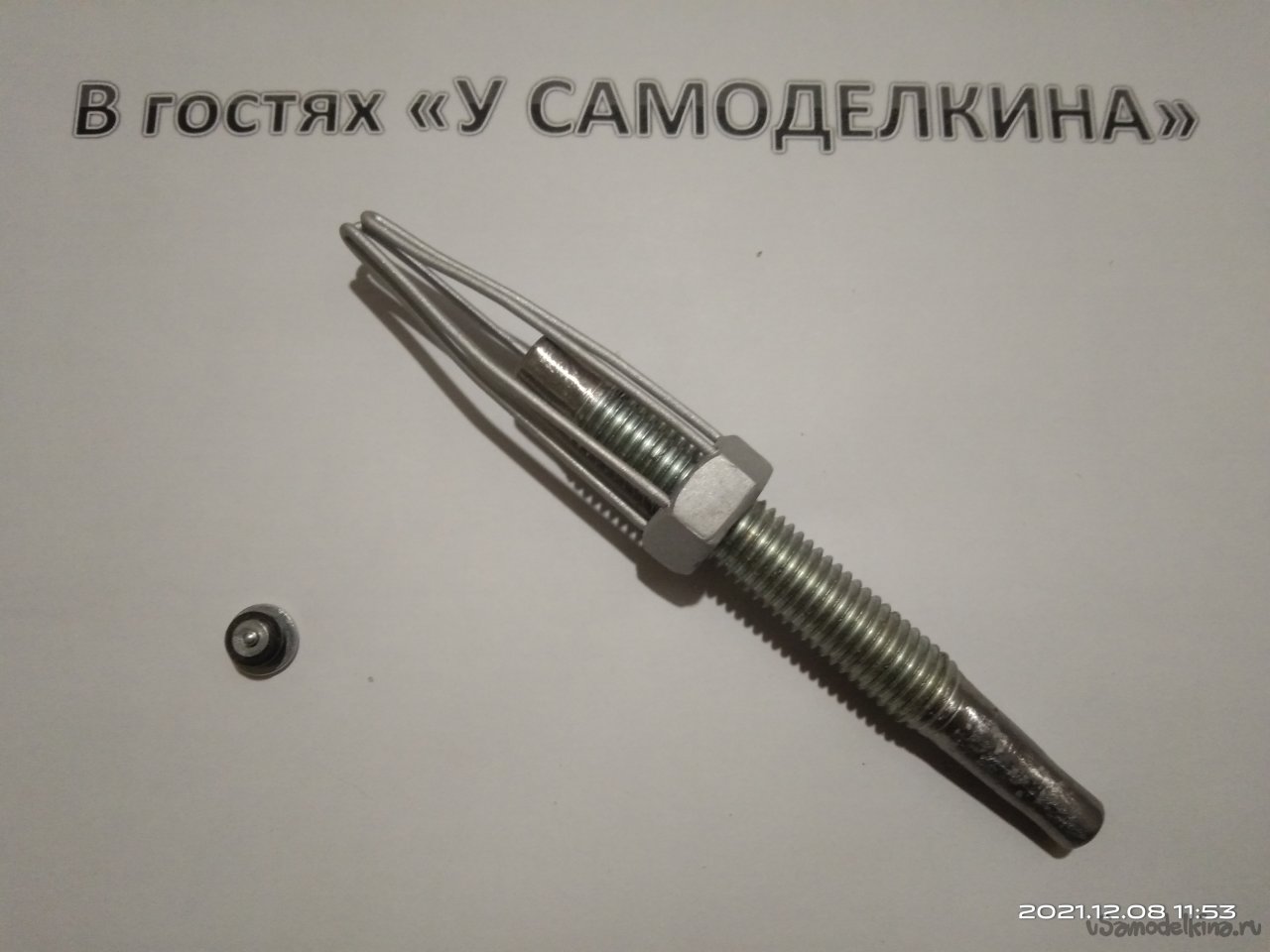
Тепер для роботи необхідний болт. У ньому свердлиться отвір під установку ремонтного шипа. Бажано рівно посередині, щоб при обертанні шип піднімався до кінців губок рівно. Потім ту частину, яка буде основною робочою, тобто та, яка буде штовхати шип, шліфую десь на 1,5 см. Це необхідно для того, щоб різьблення несильно терлася об притискні губки і не псувала поверхню шини при вворачивании в неї шипа. Болгаркою зрізаю капелюшок болта і так само стесиваю різьблення. Ця частина буде вставлятися в патрон дрилі або шуруповерта. Щоб обмежити стесиваемую поверхню і не пошкодити різьблення на болті там де це не потрібно, намотую ізоляційну стрічку. Після цього губкам надаю потрібну форму, згинаючи їх на зустріч один до одного таким чином, щоб загнуті верхні частини стикалися між собою, утворюючи трикутник.
Виріб майже готовий. Пішов перевіряти. В принципі, зі своїм завданням саморобний дошипун справляється на відмінно. Але в ході випробувань з’ясувалися деякі нюанси. По-перше, при вкручуванні шипа в шину, гайку доводиться тримати рукою, що не дуже зручно. Коли шип в шині, гайка починає провертатися. Можна пошкодити руку. Так само губки починають крутитися слідом за болтом. При багаторазовому повторенні таких дій це може привести до їх деформації. Інструмент втратить свою працездатність. Ключ так само не рятує становище. Тому напрошується цілком закономірний висновок-необхідна ручка на гайці. Вона на відміну від ключа не зісковзне з гайки і не дасть їй провертатися на кінцевій фазі шипування.
По-друге, отвір для шипа на болті потрібно робити таким, щоб в нього шип йшов повністю, за винятком його капелюшки. Або ж в сам отвір вклеювати неодимовий магніт, щоб він утримував шип. Як варіант в моєму випадку можна спробувати намагнітити сам болт. Але це довго і не надійно. У загальному і цілому саморобкою я задоволений. Не доведеться викидати гроші за те, що з легкістю можна зробити самому. Потрібно тільки купити шипи. Коробка з 500 штук коштує близько 1750 рублів, поштучно ж 10 р/шт.. Вигода очевидна.
Робочу головку пофарбував сріблястою аерозольною фарбою, покращуючи товарний вигляд інструменту. Такий дошипун підійде для всіх наявних видів шипів.
На цьому я закінчую. Дякую за увагу, сподіваюся ідея кому-небудь стане в нагоді! всім удачі і творчих успіхів.















{kind=link}